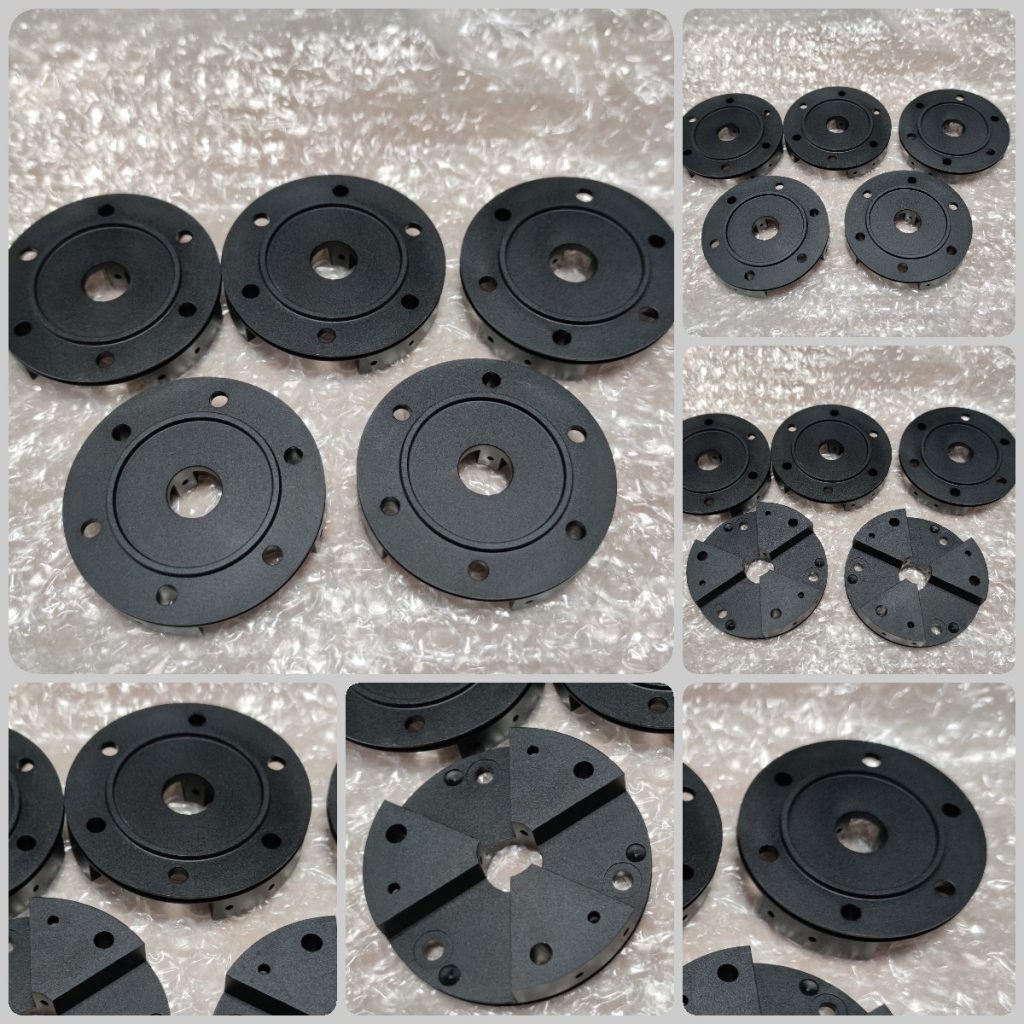
基材:铝合金7075
镀种:硬质阳极氧化黑色
工艺:挂镀
辅助工艺:喷玻璃砂100目
膜厚:单边膜厚45-55μm;
电镀费用:3.2元/件;
01 | 硬质阳极氧化 工艺简介
硬质阳极氧化通常也成为硬质氧化,是对于工件氧化膜的耐磨性有更高要求的一种阳极氧化,一般可分为:(1)硫酸硬质阳极氧化法;(2)草酸硬质阳极氧化法;(3)混酸型硬质阳极氧化;如无特殊说明,一般都是指硫酸硬质阳极氧化。
1.1、硬质阳极氧化的常用基材:
铝及铝合金,常见的有:2A12、5052、6061、6063、7075等;另外,铸造铝合金,如ADC10、ADC12、A356、A380等,也常做硬质阳极氧化处理;
对于铜含量大于5%或硅含量大于8%的变形铝合金,或者高硅的压铸造铝合金,在做硬质阳极氧化的时候,需要增加一些阳极氧化的特殊措施,例如:对于2XXX系铝合金,为了避免铝合金在阳极氧化过程中被烧损,可采用385g/L的硫酸加上15g/L草酸作为电解槽液,电流密度也应该提高到2.5A/dm以上。
1.2、硬质阳极氧化的膜厚:
硬质阳极氧化的膜厚,通常在25μm-150μm之间,大部分硬质阳极氧化膜的厚度为50μm-80μm;另外,还有号称能做到200μm以上的超厚膜硬质阳极氧化,悠君未做过,不敢确定;
膜厚小于25um的硬质阳极氧化膜,常用于齿键和螺线等使用场合的零部件;耐磨或绝缘用的阳极氧化膜厚度约为50um;只有在特殊环境下,如高温、高湿、高压等,才会要求125μm以上的硬质阳极氧化;(悠君碰到过在海洋环境及医疗器械设备高温等离子辐射的环境下使用的产品,要求非常严苛,从产品验证到量产的过程,其酸爽,现在望之生畏!)
另外,需要注意的是,鉴于硬质阳极氧化的膜是双向生产的属性,做100μm膜厚的硬质阳极氧化,实际单边增加的膜厚是50μm;
再另外,还需要注意的是,硬质阳极氧化的膜越厚,其外层的显微硬度就会越低(氧化膜越脆), 膜层表面的粗糙度越会增加。
1.3、硬质阳极氧化的作用:
1、很高的耐磨性:表面硬度可达500HV;
2、理想的隔热膜层:熔点为2050℃,导热性很差;
3、良好的绝缘性:电阻系数大,击穿电压可达2000V;
4、膜层附着力强:所生成的氧化膜有50%渗透在铝合金内部,50%附着在铝合金表面。
5、极高的耐腐蚀能力:在工业大气和海洋性气候中具有卓越的耐腐蚀性能。
1.4、硬质阳极氧化颜色:
硬质阳极氧化表面的颜色,通常做的有本色及黑色;硬质阳极氧化本色,实际从灰色-深灰色-棕色/灰褐色-褐色都有,基材的不同,会导致硬质阳极氧化膜的颜色不同;另外,随着膜厚的增加,膜层的颜色也会随之变深;
另外,悠君知道有少部分氧化厂可做彩色的硬质阳极氧化,未亲自做过货,尚不清楚具体可以做哪些颜色!欢迎有需求的用户,联系悠君,让悠君也有机会,亲身尝试一下该工艺!

评论(0)